The basics of laser cutting that you must master (2)
The focal diameter affects the incision width and can be changed by changing the focal length of the focusing lens . A smaller focal diameter means a narrower incision.Focus position power density on the work-piece surface as well as the shape of the cut.
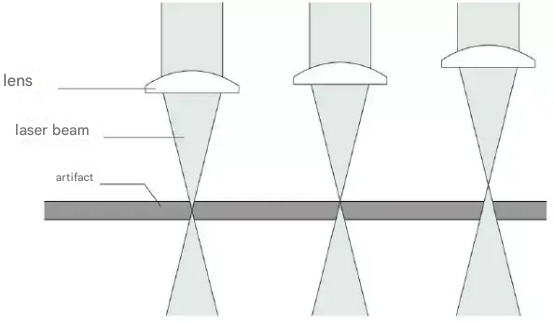
Figure 4 Focus position: inside the work-piece, on the work-piece surface, and above the workpiece
Laser power
The laser power should be matched to the type of processing, material type and thickness. The power must be high enough so that the power density on the workpiece exceeds the processing threshold.
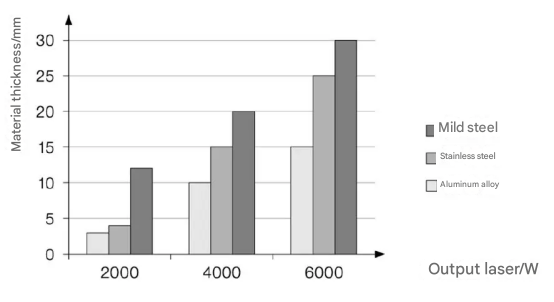
Figure 5 Higher laser power can cut thicker materials
Working Mode
The continuous mode is mainly used for cutting standard contours of metals and plastics with millimeter to centimeter dimensions. For melting, perforating or producing precise contours, low-frequency pulsed lasers are used.
Cutting speed
Laser power and cutting speed must match each other. Too fast or too slow cutting speed will lead to increased roughness and burr formation.
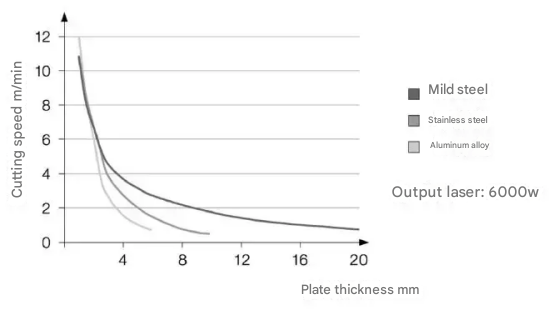
Figure 6 Cutting speed decreases as plate thickness increases
Nozzle diameter
The diameter of the nozzle determines the gas flow rate and shape of the gas flow ejected from the nozzle. The thicker the material, the larger the diameter of the gas jet should be, and accordingly, the diameter of the nozzle opening should also be increased.
Gas purity and pressure
Oxygen and nitrogen are often used as cutting gases. The purity and pressure of the gas affect the cutting effect.
When using oxygen flame cutting, the gas purity must reach 99.95%. The thicker the steel plate, the lower the gas pressure used.
When using nitrogen melting cutting, the gas purity needs to reach 99.995% (ideally 99.999%), and higher gas pressure is required for melting cutting of thick steel plates .
Technical Parameters
In the early days of laser cutting, users had to determine the settings of processing parameters by themselves through trial operation. Now, mature processing parameters are stored in the control device of the cutting system. For each material type and thickness, there is corresponding data. The technical parameter table allows even those who are not familiar with this technology to operate laser cutting equipment smoothly.
Laser cutting quality evaluation factors
There are many criteria for determining the quality of laser cut edges. Criteria such as burr form, depressions, and textures can be determined by the naked eye; verticality , roughness, and cut width require special instruments to measure. Material deposition, corrosion, heat-affected zone, and deformation are also important factors in measuring laser cutting quality.
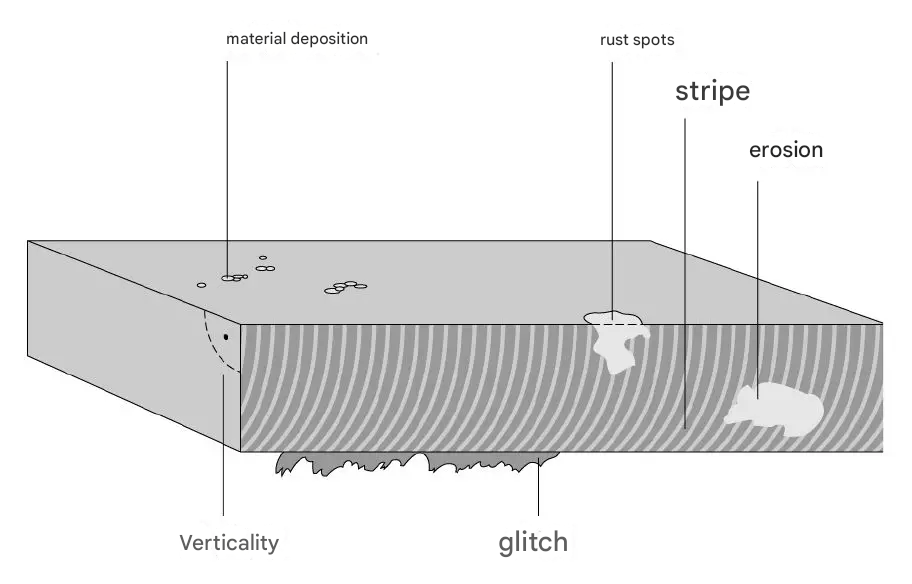
Figure 7 Good cut, bad cut. Criteria for evaluating cut edge quality
Bright prospects
The continued success of laser cutting is unmatched by most other processes. This trend continues today. In the future, the application prospects of laser cutting will become more and more broad.